

为了让您更地了解我们的不锈钢焊管【304不锈钢拉丝板】精工制作产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
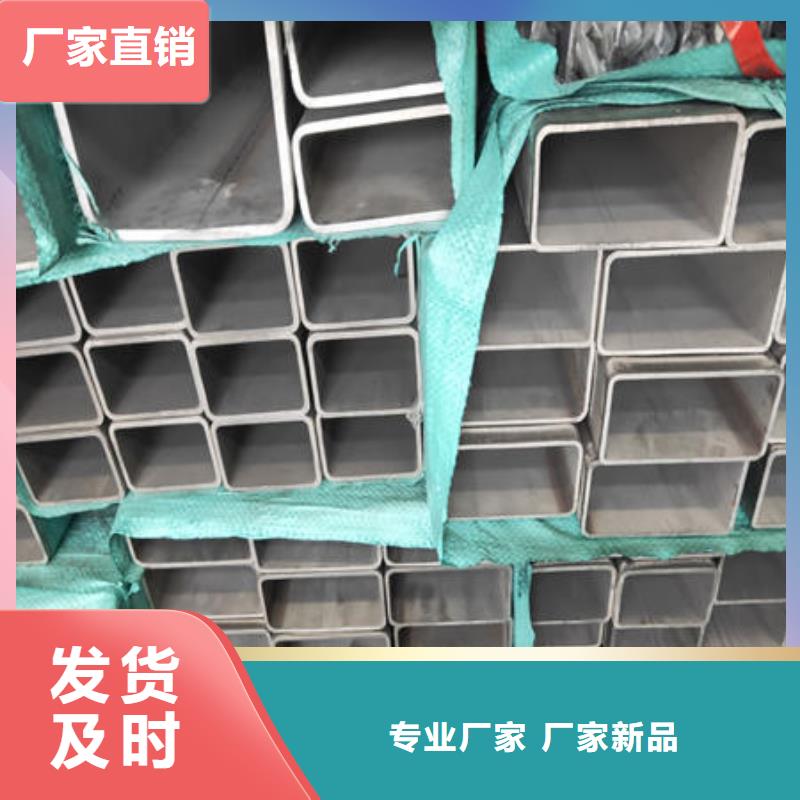
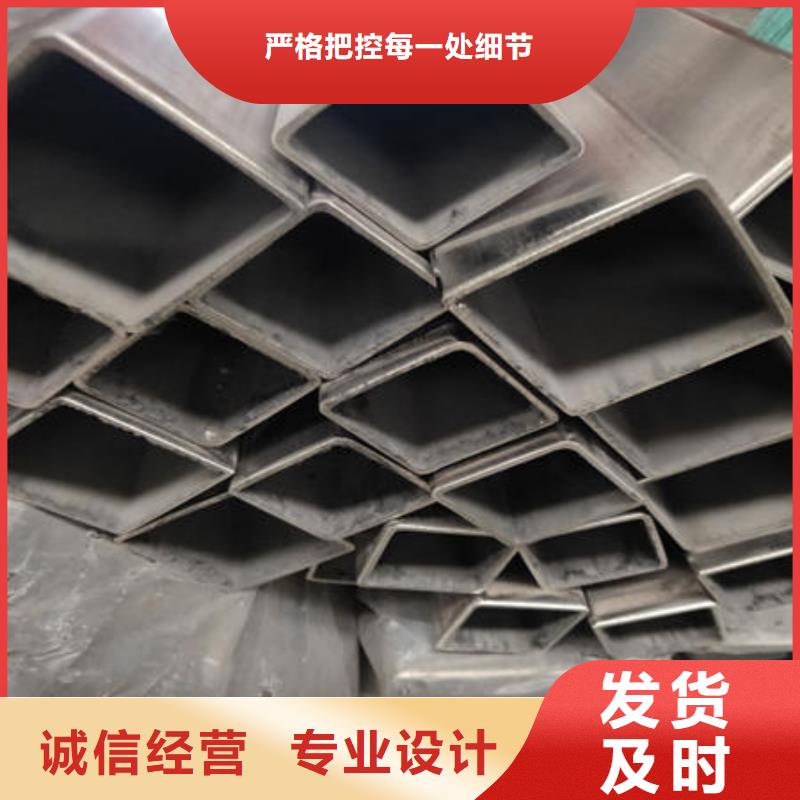
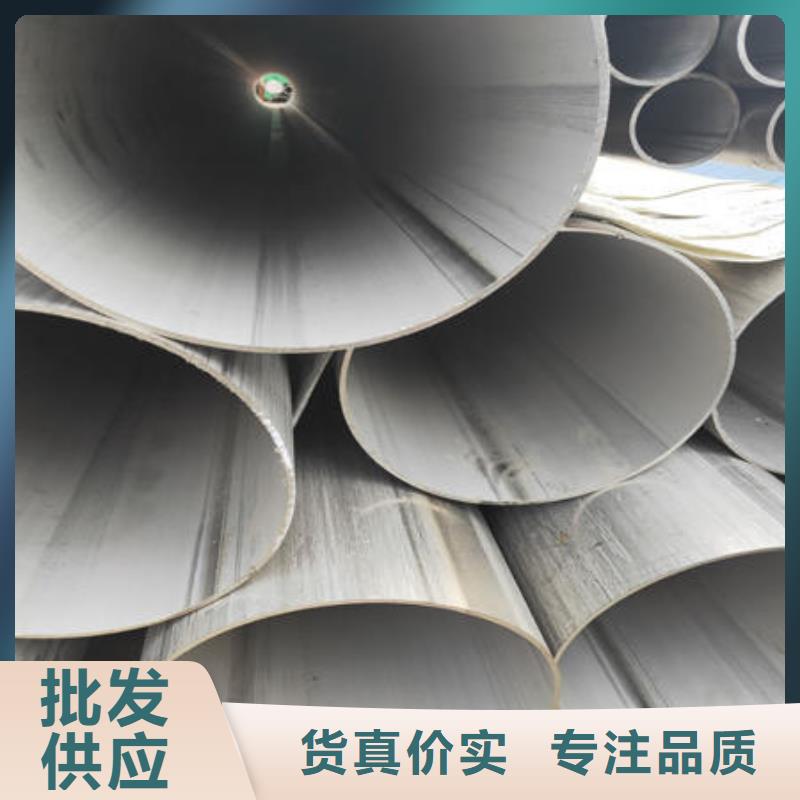
以下是:不锈钢焊管【304不锈钢拉丝板】精工制作的图文介绍

环保改造面临不小的成本压力,但这个时候企业更应该迎难而上,经过环保法的洗礼和考验,相企业的综合实力会迈上一个新台阶,在市场中的地位更加稳固。我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算?接下来就由金润德不锈钢为您讲解,以增加您对不锈钢焊管的了解。由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。


而作为一种常化处理工艺,正火改善了不锈钢焊管力学性能的不均匀性,使母体金属与焊缝处金属力学性能相接近,完善金属显组织、细化晶粒,加热温度在相变点以上某一点经过空冷。根据不锈钢焊管使用要求的不同正火还有焊缝热处理和整体热处理之分。可见,热处理工艺保证了焊缝质量和不锈钢焊管的力学性能,但企业生产不锈钢焊管的过程中在热处理方式选择上也必须与实际情况相符合,从根本上保证不锈钢焊管生产过程的和优质。我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算? 由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。



万宇金属材料有限公司生产制造 浙江丽水316不锈钢管等产品。本企业文化是企业发展的原动力,公司历来注重企业的文化建设,以人为本,厚德载物,共赢俱进,从 浙江丽水316不锈钢管产品的开发,企业的管理到市场的推广都赋予人性化的理念。在人才的引进和培养、提拔上奉行“德才兼备,唯才是举”的原则,吸引了一大批各地的人才共创事业。

异型管由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。电焊薄壁管主要用来制作家具、玩具、灯具等。当前不锈钢带制作的薄壁管应用很广,高级家具、装饰、栏栅等。螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。按端部形状分类又分为圆形焊管和异型(方、扁等)焊管。其他分类不同而分为:GB/T3091-1993(低压流体输送用镀锌焊接钢管)。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其他用途管。其代表材质Q235A级钢。

